


Tag Archives: drilling waste management
Mud Shale Shaker For Folids Control System
Mud shale shaker is one of the most important pieces of equipment in a solids control system. It serves as the first stage of drilling fluid purification and plays a critical role in removing large solids from drilling mud. In oil and gas drilling operations, maintaining clean drilling fluid is essential for achieving optimal drilling performance, reducing equipment wear, and lowering operational costs.
The mud shale shaker uses high-frequency vibration and specially designed screens to separate drilling cuttings from the drilling fluid. By effectively removing unwanted solids, it helps maintain the desired properties of drilling mud and improves the efficiency of the entire solids control system.
What Is The Mud Shale Shaker?
Mud shale shaker is a shaker screening device designed to separate drill cuttings and other solid particles from drilling fluids. Positioned at the beginning of the solids control system, the shale shaker processes the returning drilling mud from the wellbore before it moves to downstream equipment such as desanders, desilters, and centrifuges.
Modern mud shale shakers feature advanced vibration motors, durable composite screens, and adjustable deck angles. These features allow operators to maximize solids removal efficiency while minimizing drilling fluid loss.
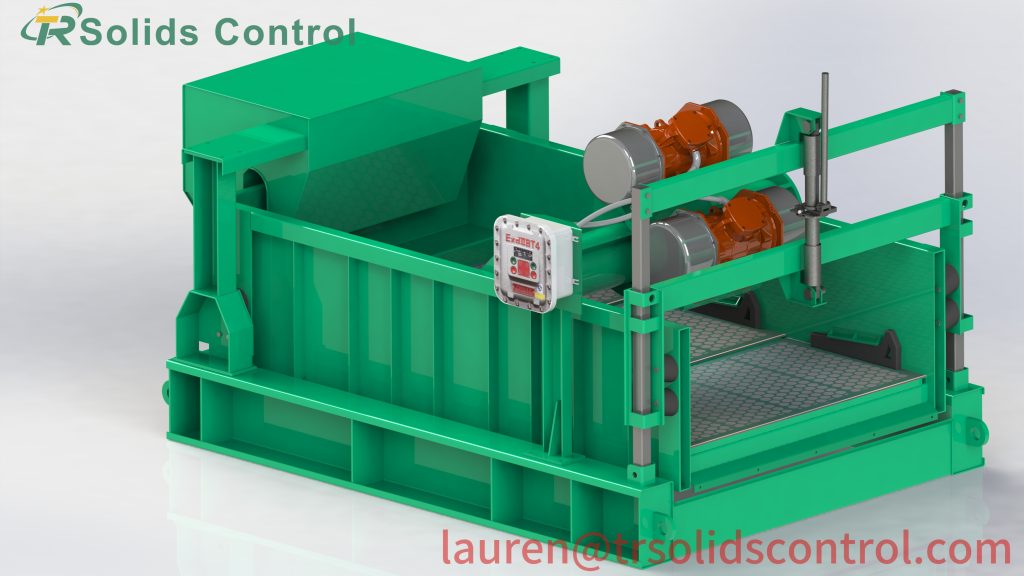
shale shaker
Importance of Mud Shale Shakers in Solids Control Systems
The solids control system is responsible for maintaining drilling fluid quality throughout the drilling process. The mud shale shaker acts as the primary defense against excessive solids accumulation.
Key benefits include:
- Efficient removal of drilling cuttings
- Improved drilling fluid performance
- Reduced mud treatment costs
- Extended lifespan of downstream equipment
- Increased drilling efficiency
- Lower environmental impact
Without an effective mud shale shaker, excessive solids can degrade drilling fluid properties, leading to poor drilling performance and increased maintenance expenses.
Working Principle of the Mud Shale Shaker
The operating principle of a mud shale shaker is relatively simple yet highly effective.
- Drilling fluid returns from the well carrying drilled cuttings.
- The fluid is fed onto the vibrating shaker screens.
- High-frequency vibration separates solids from liquid.
- Larger particles are discharged from the end of the screen.
- Cleaned drilling fluid passes through the screen and enters the next stage of the solids control system.
The efficiency of separation depends on factors such as screen mesh size, vibration intensity, fluid viscosity, and flow rate.
Key Components of a Mud Shale Shaker
1. Shaker Screen
The shaker screen is the most critical component. It determines separation accuracy and directly affects solids control performance.
2. Vibration Motor
The vibration motor generates the linear or balanced elliptical motion necessary for effective particle separation.
3. Screen Deck
The screen deck supports the shaker screens and allows operators to adjust the angle for optimal processing capacity.
4. Mud Distributor
This component evenly distributes drilling fluid across the screen surface, maximizing screening efficiency.
5. Base Frame
The frame provides structural stability and supports the entire shale shaker assembly.
Advantages of Using High-Quality Mud Shale Shakers
Investing in a premium mud shale shaker offers numerous operational advantages.
Enhanced Solids Removal
Advanced screening technology removes larger percentages of drilled solids before they can contaminate the drilling fluid.
Reduced Operating Costs
Effective solids removal reduces the need for excessive mud dilution and chemical treatment.
Increased Equipment Protection
Cleaner drilling fluid minimizes wear on pumps, hydrocyclones, centrifuges, and other solids control equipment.
Improved Environmental Compliance
Efficient waste management reduces the volume of drilling waste generated during operations.
Higher Drilling Efficiency
Maintaining optimal mud properties helps improve rate of penetration and overall drilling performance.
Choosing the Right Mud Shale Shaker
Selecting the appropriate mud shale shaker depends on several factors:
Flow Capacity
The shaker should handle the maximum anticipated drilling fluid circulation rate.
Screen Area
Larger screen areas generally provide greater processing capacity and improved separation efficiency.
Vibration Type
Common vibration patterns include linear motion, balanced elliptical motion, and circular motion.
Screen Compatibility
The availability and cost of replacement shaker screens should be considered.
Maintenance Requirements
Equipment designed for quick screen replacement and easy maintenance reduces downtime.
Applications of Mud Shale Shakers
Mud shale shakers are widely used across various drilling industries:
- Oil and gas drilling
- Horizontal directional drilling (HDD)
- Geothermal drilling
- Mining exploration
- Water well drilling
- Trenchless construction projects
Their versatility makes them indispensable in any operation requiring efficient drilling fluid recycling and solids control.
Maintenance Tips for Mud Shale Shakers
Proper maintenance helps ensure long-term reliability and performance.
- Inspect shaker screens regularly.
- Replace damaged screens immediately.
- Monitor vibration motor performance.
- Tighten loose fasteners.
- Clean the equipment after operation.
- Lubricate moving components as recommended.
Routine maintenance reduces unexpected failures and extends equipment lifespan.
Future Trends in Mud Shale Shaker Technology
The drilling industry continues to demand higher efficiency and lower operating costs. As a result, modern mud shale shakers are incorporating advanced technologies such as:
- Composite shaker screens
- Intelligent vibration control systems
- Energy-efficient motors
- Real-time monitoring sensors
- Automated screen adjustment systems
These innovations help improve solids separation performance while reducing operational expenses.
The mud shale shaker is a vital component of every solids control system. By efficiently removing drill cuttings and maintaining drilling fluid quality, it supports safer, cleaner, and more cost-effective drilling operations. Whether used in oil and gas drilling, mining, geothermal projects, or HDD applications, a high-performance mud shale shaker can significantly improve operational efficiency and reduce overall drilling costs. Investing in a reliable mud shale shaker is essential for maximizing the effectiveness of any solids control system and ensuring long-term drilling success.
High Performance Mud Shale Shaker for Drilling
In modern drilling operations, maintaining clean drilling fluid is essential for achieving optimal performance, reducing operational costs, and protecting downstream equipment. One of the most critical pieces of solids control equipment used in oil and gas drilling is the mud shale shaker. As the first-stage separation device in a drilling fluid circulation system, a mud shale shaker plays a vital role in removing large drilled solids from the drilling mud before the fluid moves to subsequent treatment equipment.
This article explores the importance, working principles, advantages, and applications of mud shale shakers in drilling operations, while highlighting why advanced technologies such as the Translational Elliptical Shale Shaker are becoming increasingly popular in the industry.
What Is Mud Shale Shaker?
Mud shale shaker is a vibrating screening device designed to separate drilling cuttings and solid particles from drilling fluid (mud). Positioned at the beginning of the solids control system, the shaker processes returning drilling fluid from the wellbore and removes coarse solids before the mud enters desanders, desilters, centrifuges, and other purification equipment.
The efficiency of the shale shaker directly impacts the overall performance of the drilling fluid system. Effective solids removal helps maintain mud properties, improves drilling efficiency, reduces equipment wear, and minimizes waste disposal costs.

How Does the Mud Shale Shaker Work?
The operating principle of the mud shale shaker is relatively simple yet highly effective. Drilling fluid carrying cuttings flows onto vibrating shaker screens. The vibration generated by the shaker motors causes the fluid to pass through the screen mesh while larger solid particles move toward the discharge end.
The separation process involves several key steps:
- Drilling mud returns from the wellbore.
- Mud is distributed evenly across the shaker screens.
- Vibrating motion separates solids from liquids.
- Clean drilling fluid passes through the screen.
- Drilled cuttings are discharged for further handling.
The performance of the shaker depends on several factors, including screen quality, vibration type, G-force, screen area, and drilling fluid characteristics.
Importance of Mud Shale Shakers in Drilling Operations
Improved Drilling Fluid Quality
Drilling fluid is one of the most expensive consumables in drilling operations. By removing unwanted solids efficiently, shale shakers help maintain optimal mud density, viscosity, and rheological properties.
Reduced Equipment Wear
Excessive solids can accelerate wear on pumps, hydrocyclones, centrifuges, and other downstream equipment. Effective solids control significantly extends equipment lifespan and reduces maintenance costs.
Enhanced Drilling Efficiency
Cleaner drilling fluid improves penetration rates, reduces stuck pipe risks, and enhances overall drilling performance.
Environmental Compliance
Modern drilling projects face increasingly strict environmental regulations. Efficient shale shakers reduce waste volumes and support environmentally responsible drilling practices.
Key Components of a Mud Shale Shaker
A typical mud shale shaker consists of the following components:
Shaker Basket
The basket supports the screens and provides the necessary vibration motion for separation.
Vibrating Motors
Electric motors generate vibration forces that drive the screening process. The vibration pattern directly affects separation efficiency.
Shaker Screens
Screens are the primary filtration medium. Different mesh sizes are selected based on drilling conditions and solids particle sizes.
Feeding System
The feed system ensures uniform distribution of drilling fluid across the screen surface.
Base Frame
The frame provides structural stability and supports the entire shaker assembly.
Types of Shale Shaker Motion
The motion pattern significantly influences shaker performance. Common motion types include:
Linear Motion Shale Shaker
Linear motion shakers use two counter-rotating motors to create straight-line vibration. They are widely used for their simplicity and strong solids conveyance capability.
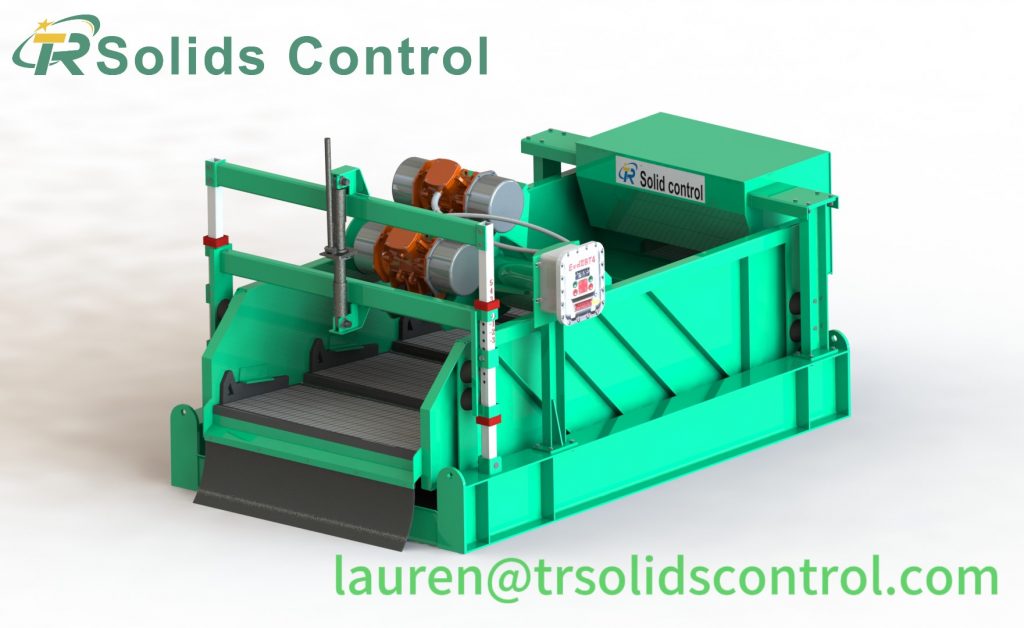
Elliptical Motion Shale Shaker
Circular motion shakers generate a circular vibration pattern, providing gentle handling of drilling fluids and effective separation in certain applications.

Elliptical Motion Shale Shaker
Translational Elliptical Shale Shaker
The Translational Elliptical Shale Shaker combines the advantages of both linear and circular motion technologies. It generates an elliptical vibration trajectory that improves solids conveyance while increasing fluid retention time on the screen surface.

As a result, operators benefit from:
- Higher solids removal efficiency
- Reduced fluid loss
- Improved screen life
- Better adaptability to varying drilling conditions
- Enhanced processing capacity
These advantages make translational elliptical technology an increasingly preferred choice in challenging drilling environments.
Benefits of Using Advanced Mud Shale Shakers
Higher Separation Efficiency
Modern shale shakers utilize optimized vibration parameters and advanced screen technology to maximize solids removal performance.
Lower Operating Costs
Improved solids control reduces mud dilution requirements, minimizes chemical consumption, and lowers waste disposal expenses.
Increased Screen Life
Advanced motion designs distribute vibration forces more evenly, reducing screen wear and extending service intervals.
Better Return on Investment
Although high-performance shale shakers may require a larger initial investment, their long-term operational savings often provide excellent returns.
Factors to Consider When Choosing a Mud Shale Shaker
Selecting the right shale shaker is essential for maximizing drilling efficiency. Important considerations include:
Processing Capacity
The shaker should match the expected drilling fluid flow rate and solids loading.
Screen Area
Larger screen areas generally provide higher processing efficiency.
Vibration Type
Different drilling conditions may require linear, circular, or translational elliptical motion.
Screen Compatibility
The availability and cost of replacement screens should be considered during equipment selection.
Maintenance Requirements
Easy access for screen replacement and routine maintenance can significantly reduce downtime.
Future Trends in Shale Shaker Technology
The drilling industry continues to pursue greater efficiency, automation, and sustainability. Future developments in shale shaker technology are expected to include:
- Smart monitoring systems
- Real-time vibration analysis
- Automated screen management
- Energy-efficient motor designs
- Enhanced composite screen materials
- Integration with digital drilling platforms
These innovations will further improve solids control performance while reducing operational costs and environmental impact.
The mud shale shaker is one of the most important components in any drilling fluid solids control system. By effectively removing drilled solids at the earliest stage of fluid processing, shale shakers help maintain drilling fluid quality, protect equipment, improve drilling efficiency, and reduce operating expenses.Among the various shaker technologies available today, the Translational Elliptical Shale Shaker offers a highly effective balance of solids conveyance and fluid recovery, making it an excellent choice for modern drilling operations. As drilling projects become increasingly demanding, investing in advanced shale shaker technology can provide significant operational and economic benefits.

