



Mud Shale Shaker Manufacturer | Shale Shaker Supplier
TR is China Shale Shaker Manufacturer and Shale Shaker Supplier More »

Drilling Shale Shaker | Drilling Shale Shaker Manufacturer
Drilling Shale Shaker | Drilling Shale Shaker Manufacturer More »

Mongoose Shale Shaker
TR Solids Control is Mongoose Shale Shaker Supplies and Mongoose Shale Shaker Screen Supplies. More »
Derrick Shakers | Derrick Shakers Supplier
Derrick Shakers are Drilling Linear Shale Shaker,TR is Derrick Shaker Supplier. More »
Hiperpool Shaker Manual Advantages for Efficient Mixing Performance
The Hiperpool Shaker Manual is a widely used mixing device designed for laboratory, industrial, and research environments. It is known for its simple manual operation, stable performance, and cost-effective design. Unlike fully automated systems, the manual version gives users more direct control over the shaking process, making it suitable for precise and flexible applications.This article explores the key advantages of the Hiperpool Shaker Manual and explains why it remains a preferred choice for many professionals.

1. High Control and Flexibility
One of the main advantages of the Hiperpool Shaker Manual is the high level of user control. Operators can adjust shaking speed, intensity, and duration based on real-time needs. This flexibility is especially useful in experiments that require gradual adjustments or delicate handling of samples.Manual operation also allows users to immediately stop or modify the process without waiting for automated system delays.
2. Cost-Effective Solution
Compared to automated shaking systems, the Hiperpool Shaker Manual is more affordable both in initial purchase and maintenance. It does not rely on complex electronic systems, which reduces repair costs and downtime.For small laboratories or startups with limited budgets, this device offers a practical and economical solution without sacrificing performance quality.
3. Durable and Long-Lasting Design
Durability is another strong advantage of the Hiperpool Shaker Manual. It is typically built using high-quality materials that can withstand continuous use in demanding environments. The simple mechanical structure reduces the risk of system failure.Because there are fewer electronic components, the machine is less vulnerable to electrical faults, making it a reliable long-term investment.
4. Energy Efficiency
Since the manual shaker does not depend heavily on automated electronic systems, it consumes less energy. Users can operate it only when needed, reducing unnecessary power consumption.This makes it not only environmentally friendly but also cost-efficient in long-term laboratory operations.
5. Easy Maintenance and Operation
The Hiperpool Shaker Manual is designed for ease of use. Even new operators can quickly learn how to control it without extensive training. Maintenance is also straightforward because the structure is simple and accessible.Routine cleaning and basic mechanical checks are usually enough to keep the device in optimal condition.
6. Suitable for Multiple Applications
This shaker is widely used in chemistry labs, biological research, pharmaceutical testing, and industrial quality control. Its versatility allows it to handle different types of samples, including liquids and semi-solid mixtures.Whether for mixing reagents or preparing experimental solutions, the Hiperpool Shaker Manual performs consistently across various tasks.
7. Reliable Performance in Controlled Environments
In controlled laboratory settings, consistency is essential. The Hiperpool Shaker Manual provides stable and repeatable motion, helping researchers achieve accurate results.Its mechanical stability ensures that each shaking cycle maintains uniform intensity, which is critical for experimental accuracy.
The Hiperpool Shaker Manual remains a valuable tool in both scientific and industrial environments. Its advantages—such as cost efficiency, durability, user control, and energy savings—make it a practical choice for many users.While automated systems continue to evolve, manual shakers like the Hiperpool model continue to play an important role where precision, simplicity, and reliability are required.
Hiperpool Shale Shaker Lifespan, Maintenance and Performance Guide
The Hiperpool shaker is widely used in drilling solids control systems, especially in oil and gas operations. Its main function is to separate drilling cuttings from drilling fluid, ensuring efficient recycling of mud. A common question in the industry is: how long does a Hiperpool shaker last?
Typical Lifespan of Hiperpool Shaker
The average lifespan of a well-maintained Hiperpool shaker ranges from 5 to 10 years, while some units can last even longer under optimal operating conditions.
However, the actual shale shaker lifespan depends heavily on:
- Operating environment
- Maintenance frequency
- Quality of replacement parts
- Load and vibration intensit

Key Factors Affecting Shaker Lifespan
Operating Environment
Harsh environments such as offshore drilling or high-temperature desert operations can significantly reduce shaker lifespan.
Maintenance Quality
Regular shale shaker maintenance is the most important factor. Poor lubrication, delayed part replacement, and neglecting screen condition will lead to early failure.
Screen Quality
High-quality screens improve separation efficiency and reduce machine stress, extending overall lifespan.
Vibration System Condition
The vibration motors and bearings are core components. If not properly maintained, they can become the first failure point.
How to Extend Hiperpool Shaker Lifespan
To maximize the shale shaker lifespan, operators should follow these best practices:
Regular Inspection
Check vibration motors, bolts, and screens daily to detect early wear.
Proper Lubrication
Bearings and moving parts must be lubricated according to manufacturer guidelines.
Screen Management
Replace damaged screens immediately to avoid imbalance and vibration damage.
Load Control
Avoid overloading the shaker, which increases stress and shortens lifespan.
Common Problems That Reduce Lifespan
- Continuous overload operation
- Poor-quality spare parts
- Irregular shale shaker maintenance
- Excessive vibration imbalance
These issues not only shorten lifespan but also reduce separation efficiency.
The Hiperpool shaker can deliver long-term performance when properly maintained. Its lifespan largely depends on operational discipline and maintenance quality. With correct shale shaker maintenance strategies, operators can significantly extend equipment life and reduce downtime.
Hiperpool Shakers vs Mongoose Pro Shaker: Performance, Efficiency, and Durability Comparison
In the drilling and solids control industry, shale shakers play a critical role in removing solids from drilling fluids to improve drilling efficiency and reduce equipment wear. Among the most popular options are Hiperpool Shakers and Mongoose Pro Shakers. Both are known for their durability, high performance, and ability to handle demanding drilling environments. This article provides a detailed comparison of these two shaker models to help operators make informed decisions.
Design and Build Quality
Hiperpool Shakers are renowned for their robust construction, featuring high-strength steel frames and modular shaker decks. The design prioritizes ease of maintenance, quick screen replacement, and vibration stability. The shaker is capable of handling high-capacity mud systems, making it suitable for large-scale drilling operations.
In comparison, the Mongoose Pro Shaker emphasizes a compact design with optimized vibration mechanisms for enhanced solids separation efficiency. While it may be slightly smaller than the Hiperpool, the Mongoose Pro is engineered for precision and durability, often preferred in operations where space is limited.

Shaker Screens and Separation Efficiency
Screen technology is a key differentiator between these two shakers. Hiperpool Shakers utilize a multi-deck design that accommodates a wide range of mesh sizes, ensuring effective removal of fine and coarse solids. The screens are tensioned for minimal blinding and maximum throughput, maintaining consistent drilling fluid properties.
Mongoose Pro Shakers, on the other hand, use high-tensioned composite screens designed for long life and consistent performance. The shaker’s motion pattern promotes rapid solids transport and reduces the risk of media clogging, particularly useful in sticky or viscous mud systems.
Vibration System and Operational Performance
The Hiperpool shaker employs a linear motion system with adjustable vibration parameters, allowing operators to fine-tune the shaker for varying mud densities and solids content. This flexibility improves overall separation efficiency and reduces energy consumption.
The Mongoose Pro Shaker features a balanced elliptical motion mechanism designed for high-frequency vibration with minimal mechanical wear. This makes it highly efficient for continuous drilling operations where high solids removal rates are required.
Maintenance and Serviceability
Both shakers are designed with maintenance in mind. Hiperpool Shakers have modular decks, easy access to motors and bearings, and simplified screen replacement. Downtime is minimized, which is crucial for high-volume drilling projects.
Mongoose Pro Shakers also offer easy maintenance with quick-release screens and centralized lubrication systems. However, its compact design may limit access to some internal components, requiring careful planning during service.
Performance Metrics
| Feature | Hiperpool Shaker | Mongoose Pro Shaker |
|---|---|---|
| Frame Material | High-strength steel | Corrosion-resistant steel |
| Deck Configuration | Multi-deck, modular | Single or double deck options |
| Vibration Type | Linear adjustable | Elliptical high-frequency |
| Screen Compatibility | Wide range of mesh sizes | High-tension composite screens |
| Maximum Flow Capacity | Up to 1000–1200 GPM | Up to 900–1100 GPM |
| Ideal Mud Density | 8–18 ppg | 8–16 ppg |
Applications
Hiperpool Shakers are well-suited for offshore drilling, high-volume land rigs, and operations requiring rapid solids removal. Mongoose Pro Shakers excel in compact rigs, directional drilling, and operations where precise control of solids separation is critical.
Cost and Value Considerations
While Hiperpool Shakers generally come at a higher initial investment due to their larger size and high-capacity design, they provide excellent long-term value through reduced downtime and enhanced separation efficiency. Mongoose Pro Shakers, with a slightly lower price point, offer targeted efficiency and compact performance, making them suitable for operations with space constraints.
Choosing between Hiperpool Shakers and Mongoose Pro Shakers depends largely on operational requirements. If high-capacity separation and robust durability are priorities, Hiperpool Shakers are ideal. For precision, compact design, and consistent performance in limited-space environments, Mongoose Pro Shakers may be the better choice. Understanding the differences in design, vibration mechanism, screen technology, and maintenance needs will help drilling operators optimize efficiency and reduce operational costs.
Hiperpool vs Hyperpool Shaker: Key Differences
In the oil and gas drilling industry, shale shakers play a critical role in the solids control process. They are the first line of defense for removing drilled solids from drilling fluids, helping maintain mud quality and reducing operational costs. Among the most discussed technologies in recent years are the Hiperpool Shaker and Hyperpool Shaker designs.
Although the names are often used interchangeably, many drilling professionals search for the differences between Hiperpool and Hyperpool shale shaker technologies. Understanding their features, advantages, and applications can help operators choose the most efficient solids control equipment for their drilling projects.

What Is a Shale Shaker?
A shale shaker is a vibrating screening device used to separate drill cuttings from drilling fluid during drilling operations. By removing unwanted solids, the shaker improves drilling fluid performance, extends equipment life, and reduces waste disposal costs.
Modern shale shakers utilize advanced vibration systems, composite screens, and fluid management technologies to maximize solids separation efficiency.

Understanding Hyperpool Shaker Technology
Hyperpool Shaker technology was developed to improve fluid recovery and increase screening capacity. The design typically incorporates:
- Larger screen area
- Enhanced fluid distribution
- Increased throughput capacity
- Improved solids conveyance
- Better drilling fluid recovery
The primary objective of a Hyperpool Shaker is to process more drilling fluid while maintaining high separation efficiency.
Hiperpool Shaker vs Hyperpool Shaker
1. Naming Difference
The term “Hiperpool Shaker” is often an alternate spelling of “Hyperpool Shaker.” In most industry discussions, both terms refer to similar concepts of high-capacity shale vibrating screens.
2. Screening Capacity
Hyperpool Shakers are designed with larger screen decks that allow greater fluid processing volume compared with conventional shale shakers.
Benefits include:
- Higher drilling fluid handling rates
- Reduced bottlenecks
- Improved drilling efficiency

3. Fluid Recovery Performance
One of the biggest advantages of Hyperpool technology is improved fluid recovery.
Advantages include:
- Reduced mud loss
- Lower mud treatment costs
- Improved environmental performance
- Better resource utilization
4. Solids Removal Efficiency
Hyperpool Shakers utilize optimized vibration motion and screen technology to improve solids separation.
Key benefits:
- Cleaner drilling fluids
- Reduced downstream equipment loading
- Enhanced desander and desilter performance
5. Operational Cost Savings
By improving solids control efficiency and reducing fluid loss, Hyperpool Shakers help operators lower overall drilling costs.
Cost-saving factors include:
- Reduced drilling fluid consumption
- Lower waste management expenses
- Less equipment maintenance
- Increased drilling productivity
Advantages of Hiperpool Shale Shakers
Higher Throughput
Hyperpool systems process larger volumes of drilling fluid without sacrificing separation performance.
Enhanced Screen Utilization
The design promotes more uniform fluid distribution across the screen surface, maximizing screen effectiveness.
Improved Environmental Compliance
Better solids separation reduces waste generation and supports environmentally responsible drilling practices.
Reduced Downtime
Efficient solids control helps prevent equipment issues and minimizes unplanned operational interruptions.
Applications of Hiperpool Shakers
Hyperpool Shakers are widely used in:
- Oil and gas drilling
- Horizontal drilling
- Offshore drilling
- Geothermal drilling
- HDD (Horizontal Directional Drilling) projects
- Mining exploration
Their ability to handle large fluid volumes makes them ideal for challenging drilling environments.
Choosing the Right Shale Shaker
When selecting a shale shaker, operators should evaluate:
- Processing capacity
- Screen area
- Vibration performance
- Fluid recovery efficiency
- Maintenance requirements
- Total operating costs
Hyperpool Shakers are often preferred when maximum fluid recovery and high-capacity processing are required.
The comparison between Hiperpool Shaker and Hyperpool Shaker is largely a matter of terminology. In practice, Hyperpool Shaker technology represents an advanced shale shaker design focused on maximizing fluid recovery, increasing throughput, and improving solids control efficiency.For drilling contractors seeking better performance, reduced operational costs, and improved environmental compliance, Hyperpool Shakers offer a proven solution for modern drilling operations. As drilling projects become increasingly demanding, advanced shale shaker technology continues to play a crucial role in maintaining efficient and cost-effective solids control systems.
Hiperpool Shale Shaker Replacement for Hyperpool Shaker – Efficient Drilling Solids Control
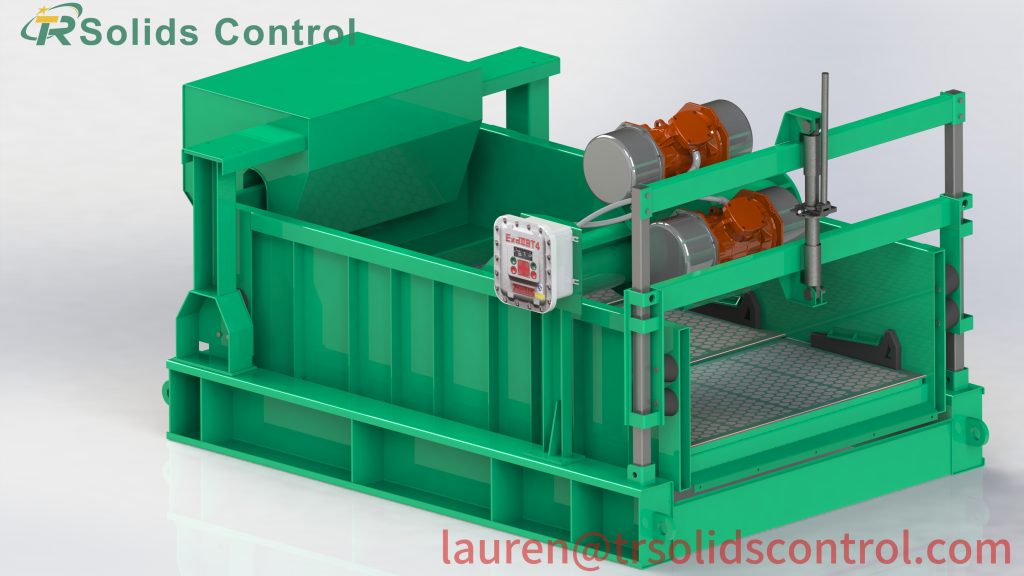
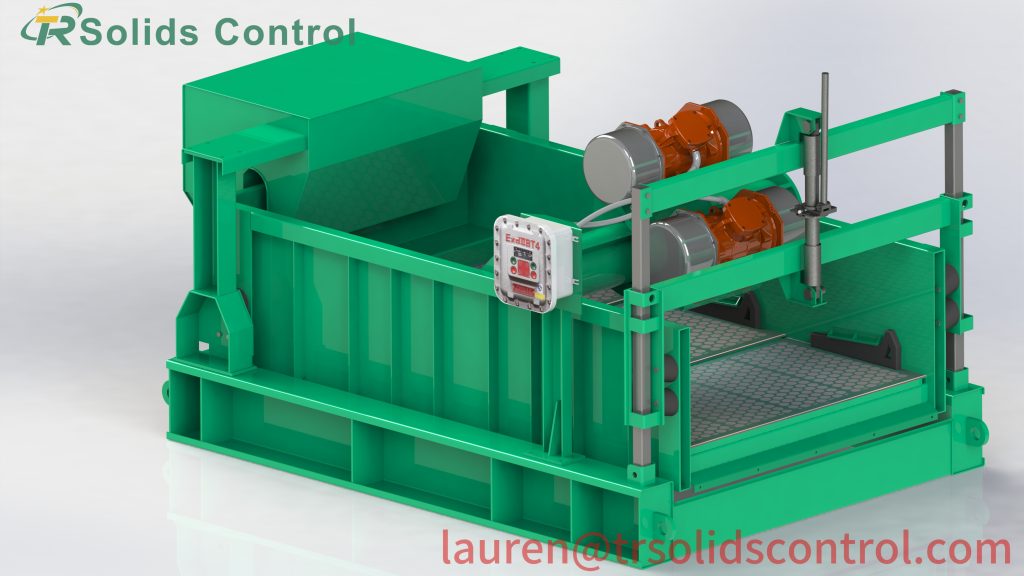
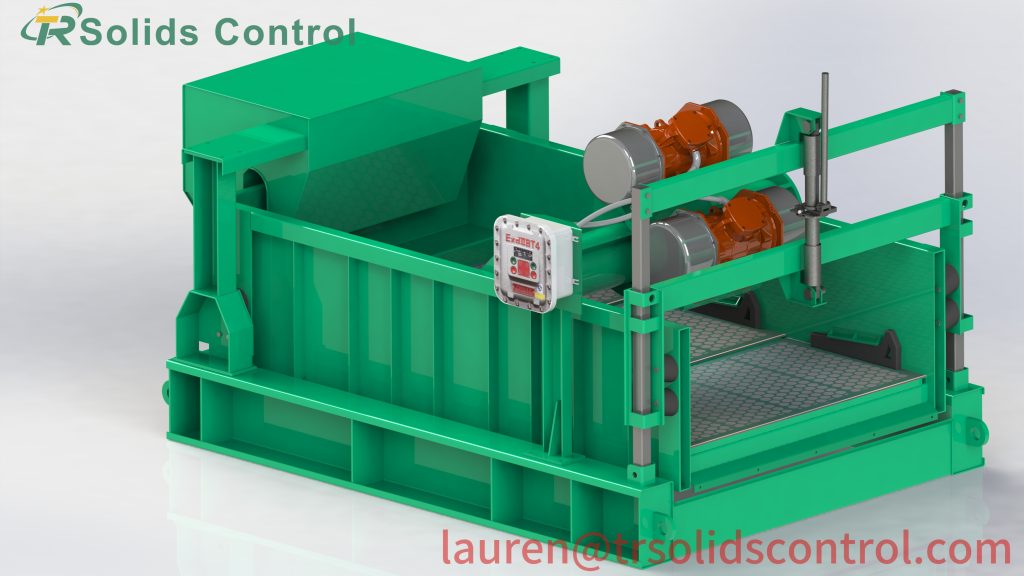
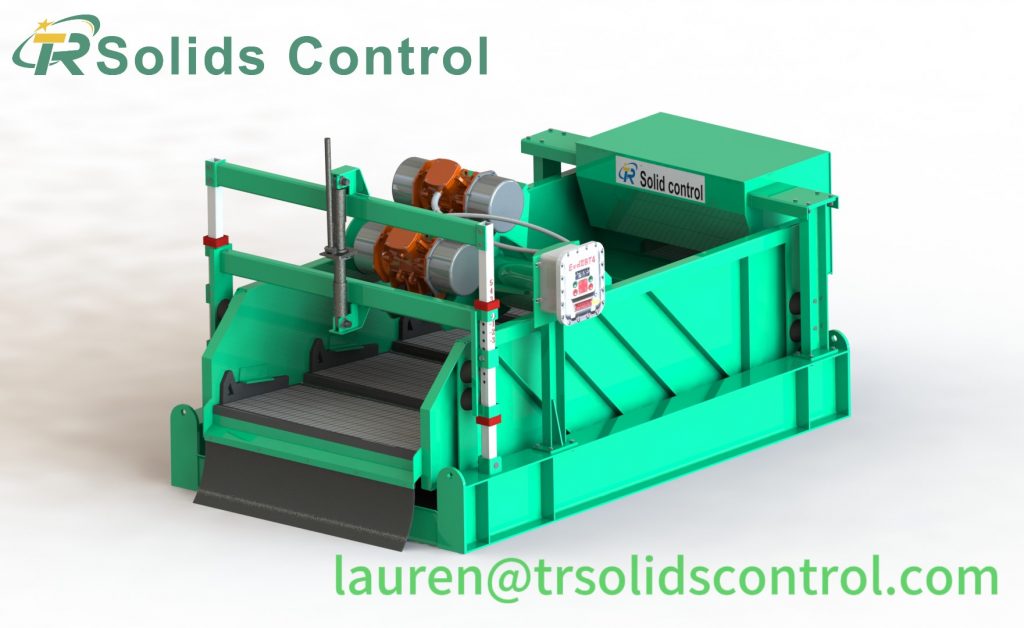
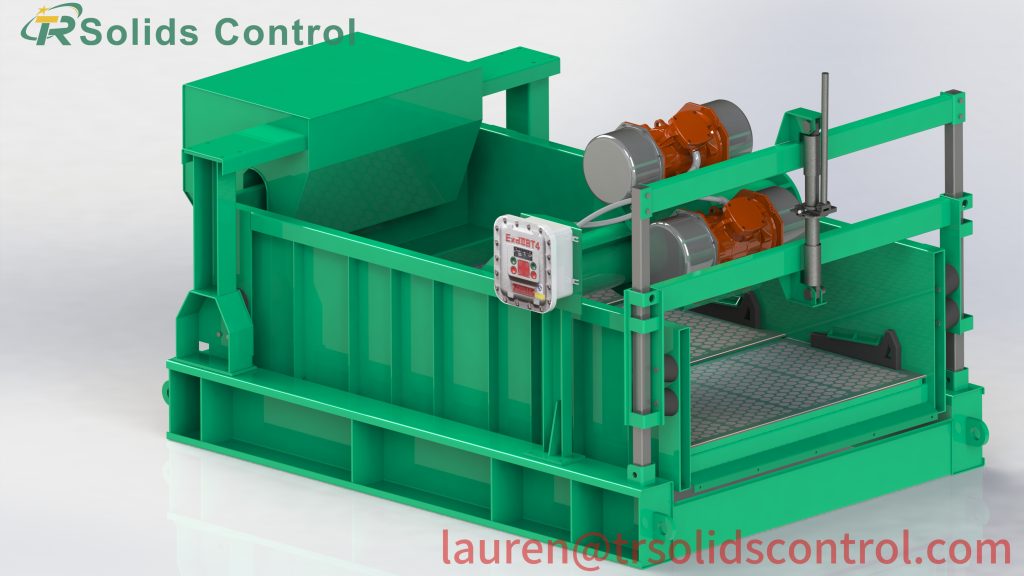
In modern drilling operations, effective solids control is essential to maintain drilling efficiency, reduce costs, and protect downstream equipment. The Hiperpool shale shaker has emerged as a highly reliable solution, designed specifically to replace the aging Hyperpool shaker in various oilfield applications. With advanced technology and durable construction, the Hiperpool shale shaker ensures optimal separation of drilling solids and stable operation under harsh conditions.
Advantages of Hiperpool Shale Shaker
-
High Separation Efficiency
The Hiperpool shale shaker utilizes a dual-motor vibrating mechanism combined with high-tension screens to maximize solids removal. This ensures the drilling mud maintains its rheological properties and minimizes unnecessary waste. -
Durability and Longevity
Constructed with high-strength steel and reinforced frames, the Hiperpool model withstands extreme vibrations, high temperatures, and abrasive drilling fluids. Compared to older Hyperpool shakers, maintenance intervals are longer, and wear parts are easier to replace. -
Energy Efficiency
Hiperpool shakers are optimized for low power consumption while maintaining high throughput. This translates to cost savings in long-term drilling operations without compromising performance. -
Flexible Installation
Available in both mobile and fixed configurations, the Hiperpool shaker can replace Hyperpool units on existing rigs with minimal downtime. Its modular design allows operators to quickly upgrade components and adapt to specific drilling conditions. -
Enhanced Operator Safety
With improved vibration isolation, noise reduction, and ergonomic access points, the Hiperpool shale shaker ensures safer operation for field personnel.
Technical Specifications
- Model Range: Hiperpool-500, Hiperpool-750, Hiperpool-1000
- Screen Type: Multi-layer composite screens for various mud types
- Vibration Motor: Dual heavy-duty motors with adjustable amplitude
- Capacity: 50–200 m³/hr depending on mud type and flow
- Power Supply: 380V / 50Hz, optional 480V / 60Hz
- Frame Material: Reinforced carbon steel or stainless steel
- Applications: Oil & gas drilling, geothermal drilling, water well drilling
Applications in Drilling Operations
The Hiperpool shale shaker is widely used for:
- Oilfield Drilling: Separating solids from drilling mud to prevent pump wear and maintain mud properties.
- Geothermal Wells: Handling high-temperature drilling fluids with superior heat resistance.
- Mining Operations: Removing abrasive solids from slurries to reduce equipment damage.
- Water Well Drilling: Maintaining clean mud circulation for efficient drilling progress.
Maintenance Guidelines
Routine inspection is critical for reliable performance:
- Check screen tension and replace worn screens as needed.
- Inspect vibration motors and bearings every 500 operating hours.
- Ensure all mounting bolts are tight to prevent excessive vibration.
- Clean mud discharge chutes and covers to avoid blockages.
- Lubricate moving parts per manufacturer instructions.
Environmental Benefits
- Reduces mud loss and waste disposal costs.
- Maintains consistent mud quality, minimizing environmental contamination.
- Lower power consumption compared to traditional Hyperpool shakers.
Replacing an aging Hyperpool shaker with a Hiperpool shale shaker provides operators with improved drilling efficiency, lower maintenance costs, and higher solids separation performance. Its robust construction, energy-saving design, and flexible installation make it a long-term solution for modern drilling operations. By upgrading to Hiperpool, oilfield and industrial operators can optimize their mud management processes, reduce downtime, and achieve safer, more efficient drilling operations.
Advantages of Mud Shale Shaker for Solids Control Systems
Mud shale shaker is one of the most important pieces of equipment in a drilling solids control system. As the first stage of solids separation, it removes large drill cuttings and unwanted solids from drilling fluid before the fluid enters downstream processing equipment.In modern drilling operations, maintaining clean drilling fluid is essential for achieving efficient drilling performance, reducing equipment wear, and lowering operational costs. A high-quality mud shale shaker helps operators achieve these goals by providing reliable and efficient solids control.This article explores the major advantages of mud shale shakers and why they are indispensable in oil and gas drilling, geothermal drilling, mining exploration, and horizontal directional drilling projects.
What Is a Mud Shale Shaker?
Mud shale shaker is a vibrating screening device used to separate drilled solids from drilling fluids. It utilizes vibration motors and shaker screens to remove large particles while allowing clean drilling fluid to pass through.As the primary solids control equipment, the mud shale shaker protects downstream equipment such as desanders, desilters, and centrifuges by reducing the solids load entering these systems.
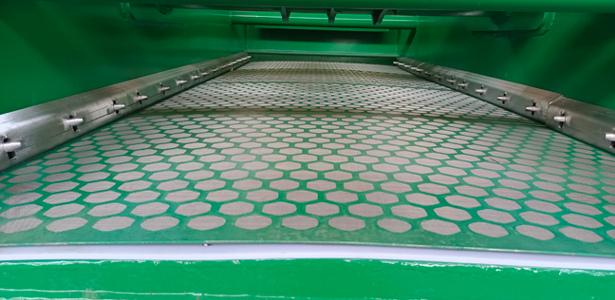
shale shaker
Efficient Solids Removal
The most significant advantage of a mud shale shaker is its ability to remove large solid particles from drilling fluid quickly and efficiently.
Modern shale shakers use advanced vibration technology and high-performance shaker screens to maximize separation efficiency. By removing drill cuttings at the earliest stage, the system prevents excessive solids accumulation and improves overall drilling fluid quality.
Benefits include:
- Better drilling fluid performance
- Reduced solids contamination
- Improved drilling efficiency
- Lower maintenance requirements
Improved Drilling Fluid Recovery
Drilling fluid represents a significant operational investment during drilling projects.
A mud shale shaker helps maximize drilling fluid recovery by separating solids while minimizing fluid loss. More reusable drilling fluid means lower replacement costs and improved resource utilization.
Effective drilling fluid recovery provides:
- Reduced mud consumption
- Lower operating costs
- Improved fluid management
- Better environmental performance
Lower Equipment Wear
Abrasive solids can damage pumps, hydrocyclones, centrifuges, and other drilling equipment.
By removing these solids early in the process, a mud shale shaker significantly reduces equipment wear and extends equipment service life.
Advantages include:
- Reduced repair expenses
- Longer equipment lifespan
- Improved system reliability
- Reduced downtime
Increased Drilling Efficiency
Clean drilling fluid plays a critical role in maintaining optimal drilling conditions.
A properly functioning mud shale shaker helps maintain mud density, viscosity, and rheological properties, enabling smoother drilling operations.
Improved drilling efficiency can result in:
- Faster penetration rates
- Reduced drilling interruptions
- Better hole cleaning
- Enhanced operational productivity
Reduced Operating Costs
One of the most valuable benefits of a mud shale shaker is cost reduction.
By improving solids control and drilling fluid recovery, operators can lower overall project expenses.
Cost-saving benefits include:
- Reduced drilling fluid replacement
- Lower chemical consumption
- Less equipment maintenance
- Reduced labor costs
Over time, these savings can significantly improve project profitability.
Environmental Benefits
Environmental regulations continue to become stricter across the drilling industry.
Mud shale shakers contribute to environmentally responsible drilling by reducing drilling waste and maximizing fluid reuse.
Environmental advantages include:
- Reduced waste discharge
- Improved waste management
- Lower environmental impact
- Better regulatory compliance
Easy Operation and Maintenance
Modern mud shale shakers are designed for simple operation and maintenance.
Features such as quick screen replacement systems, adjustable deck angles, and durable construction help minimize downtime and simplify maintenance procedures.
Key operational benefits include:
- Easy screen replacement
- Reduced maintenance time
- Improved equipment availability
- Enhanced operational safety
Applications of Mud Shale Shakers
Mud shale shakers are widely used in:
Oil and Gas Drilling
Supporting both onshore and offshore drilling operations with effective solids control.
Horizontal Directional Drilling
Providing drilling fluid recycling and solids separation for trenchless construction projects.
Geothermal Drilling
Maintaining drilling fluid quality in high-temperature drilling environments.
Mining Exploration
Improving drilling performance during mineral exploration activities.
Water Well Drilling
Ensuring efficient drilling fluid circulation and solids management.
Why Choose a High-Quality Mud Shale Shaker?
Choosing the right mud shale shaker is essential for achieving optimal solids control performance.
A high-quality shale shaker offers:
- Reliable operation
- High solids removal efficiency
- Long service life
- Low maintenance costs
- Superior drilling fluid recovery
Investing in advanced shale shaker technology helps improve drilling efficiency and maximize return on investment.
The mud shale shaker is the foundation of any effective solids control system. Its ability to remove solids efficiently, recover drilling fluid, reduce equipment wear, and lower operational costs makes it an indispensable component in modern drilling operations.Whether used in oil and gas drilling, geothermal projects, HDD applications, or mining exploration, a high-performance mud shale shaker delivers significant operational and economic benefits. For companies seeking reliable solids control solutions, investing in a quality mud shale shaker is a smart and cost-effective decision.
Mud Shale Shaker For Folids Control System
Mud shale shaker is one of the most important pieces of equipment in a solids control system. It serves as the first stage of drilling fluid purification and plays a critical role in removing large solids from drilling mud. In oil and gas drilling operations, maintaining clean drilling fluid is essential for achieving optimal drilling performance, reducing equipment wear, and lowering operational costs.
The mud shale shaker uses high-frequency vibration and specially designed screens to separate drilling cuttings from the drilling fluid. By effectively removing unwanted solids, it helps maintain the desired properties of drilling mud and improves the efficiency of the entire solids control system.
What Is The Mud Shale Shaker?
Mud shale shaker is a shaker screening device designed to separate drill cuttings and other solid particles from drilling fluids. Positioned at the beginning of the solids control system, the shale shaker processes the returning drilling mud from the wellbore before it moves to downstream equipment such as desanders, desilters, and centrifuges.
Modern mud shale shakers feature advanced vibration motors, durable composite screens, and adjustable deck angles. These features allow operators to maximize solids removal efficiency while minimizing drilling fluid loss.
shale shaker
Importance of Mud Shale Shakers in Solids Control Systems
The solids control system is responsible for maintaining drilling fluid quality throughout the drilling process. The mud shale shaker acts as the primary defense against excessive solids accumulation.
Key benefits include:
- Efficient removal of drilling cuttings
- Improved drilling fluid performance
- Reduced mud treatment costs
- Extended lifespan of downstream equipment
- Increased drilling efficiency
- Lower environmental impact
Without an effective mud shale shaker, excessive solids can degrade drilling fluid properties, leading to poor drilling performance and increased maintenance expenses.
Working Principle of the Mud Shale Shaker
The operating principle of a mud shale shaker is relatively simple yet highly effective.
- Drilling fluid returns from the well carrying drilled cuttings.
- The fluid is fed onto the vibrating shaker screens.
- High-frequency vibration separates solids from liquid.
- Larger particles are discharged from the end of the screen.
- Cleaned drilling fluid passes through the screen and enters the next stage of the solids control system.
The efficiency of separation depends on factors such as screen mesh size, vibration intensity, fluid viscosity, and flow rate.
Key Components of a Mud Shale Shaker
1. Shaker Screen
The shaker screen is the most critical component. It determines separation accuracy and directly affects solids control performance.
2. Vibration Motor
The vibration motor generates the linear or balanced elliptical motion necessary for effective particle separation.
3. Screen Deck
The screen deck supports the shaker screens and allows operators to adjust the angle for optimal processing capacity.
4. Mud Distributor
This component evenly distributes drilling fluid across the screen surface, maximizing screening efficiency.
5. Base Frame
The frame provides structural stability and supports the entire shale shaker assembly.
Advantages of Using High-Quality Mud Shale Shakers
Investing in a premium mud shale shaker offers numerous operational advantages.
Enhanced Solids Removal
Advanced screening technology removes larger percentages of drilled solids before they can contaminate the drilling fluid.
Reduced Operating Costs
Effective solids removal reduces the need for excessive mud dilution and chemical treatment.
Increased Equipment Protection
Cleaner drilling fluid minimizes wear on pumps, hydrocyclones, centrifuges, and other solids control equipment.
Improved Environmental Compliance
Efficient waste management reduces the volume of drilling waste generated during operations.
Higher Drilling Efficiency
Maintaining optimal mud properties helps improve rate of penetration and overall drilling performance.
Choosing the Right Mud Shale Shaker
Selecting the appropriate mud shale shaker depends on several factors:
Flow Capacity
The shaker should handle the maximum anticipated drilling fluid circulation rate.
Screen Area
Larger screen areas generally provide greater processing capacity and improved separation efficiency.
Vibration Type
Common vibration patterns include linear motion, balanced elliptical motion, and circular motion.
Screen Compatibility
The availability and cost of replacement shaker screens should be considered.
Maintenance Requirements
Equipment designed for quick screen replacement and easy maintenance reduces downtime.
Applications of Mud Shale Shakers
Mud shale shakers are widely used across various drilling industries:
- Oil and gas drilling
- Horizontal directional drilling (HDD)
- Geothermal drilling
- Mining exploration
- Water well drilling
- Trenchless construction projects
Their versatility makes them indispensable in any operation requiring efficient drilling fluid recycling and solids control.
Maintenance Tips for Mud Shale Shakers
Proper maintenance helps ensure long-term reliability and performance.
- Inspect shaker screens regularly.
- Replace damaged screens immediately.
- Monitor vibration motor performance.
- Tighten loose fasteners.
- Clean the equipment after operation.
- Lubricate moving components as recommended.
Routine maintenance reduces unexpected failures and extends equipment lifespan.
Future Trends in Mud Shale Shaker Technology
The drilling industry continues to demand higher efficiency and lower operating costs. As a result, modern mud shale shakers are incorporating advanced technologies such as:
- Composite shaker screens
- Intelligent vibration control systems
- Energy-efficient motors
- Real-time monitoring sensors
- Automated screen adjustment systems
These innovations help improve solids separation performance while reducing operational expenses.
The mud shale shaker is a vital component of every solids control system. By efficiently removing drill cuttings and maintaining drilling fluid quality, it supports safer, cleaner, and more cost-effective drilling operations. Whether used in oil and gas drilling, mining, geothermal projects, or HDD applications, a high-performance mud shale shaker can significantly improve operational efficiency and reduce overall drilling costs. Investing in a reliable mud shale shaker is essential for maximizing the effectiveness of any solids control system and ensuring long-term drilling success.
High Performance Mud Shale Shaker for Drilling
In modern drilling operations, maintaining clean drilling fluid is essential for achieving optimal performance, reducing operational costs, and protecting downstream equipment. One of the most critical pieces of solids control equipment used in oil and gas drilling is the mud shale shaker. As the first-stage separation device in a drilling fluid circulation system, a mud shale shaker plays a vital role in removing large drilled solids from the drilling mud before the fluid moves to subsequent treatment equipment.
This article explores the importance, working principles, advantages, and applications of mud shale shakers in drilling operations, while highlighting why advanced technologies such as the Translational Elliptical Shale Shaker are becoming increasingly popular in the industry.
What Is Mud Shale Shaker?
Mud shale shaker is a vibrating screening device designed to separate drilling cuttings and solid particles from drilling fluid (mud). Positioned at the beginning of the solids control system, the shaker processes returning drilling fluid from the wellbore and removes coarse solids before the mud enters desanders, desilters, centrifuges, and other purification equipment.
The efficiency of the shale shaker directly impacts the overall performance of the drilling fluid system. Effective solids removal helps maintain mud properties, improves drilling efficiency, reduces equipment wear, and minimizes waste disposal costs.

How Does the Mud Shale Shaker Work?
The operating principle of the mud shale shaker is relatively simple yet highly effective. Drilling fluid carrying cuttings flows onto vibrating shaker screens. The vibration generated by the shaker motors causes the fluid to pass through the screen mesh while larger solid particles move toward the discharge end.
The separation process involves several key steps:
- Drilling mud returns from the wellbore.
- Mud is distributed evenly across the shaker screens.
- Vibrating motion separates solids from liquids.
- Clean drilling fluid passes through the screen.
- Drilled cuttings are discharged for further handling.
The performance of the shaker depends on several factors, including screen quality, vibration type, G-force, screen area, and drilling fluid characteristics.
Importance of Mud Shale Shakers in Drilling Operations
Improved Drilling Fluid Quality
Drilling fluid is one of the most expensive consumables in drilling operations. By removing unwanted solids efficiently, shale shakers help maintain optimal mud density, viscosity, and rheological properties.
Reduced Equipment Wear
Excessive solids can accelerate wear on pumps, hydrocyclones, centrifuges, and other downstream equipment. Effective solids control significantly extends equipment lifespan and reduces maintenance costs.
Enhanced Drilling Efficiency
Cleaner drilling fluid improves penetration rates, reduces stuck pipe risks, and enhances overall drilling performance.
Environmental Compliance
Modern drilling projects face increasingly strict environmental regulations. Efficient shale shakers reduce waste volumes and support environmentally responsible drilling practices.
Key Components of a Mud Shale Shaker
A typical mud shale shaker consists of the following components:
Shaker Basket
The basket supports the screens and provides the necessary vibration motion for separation.
Vibrating Motors
Electric motors generate vibration forces that drive the screening process. The vibration pattern directly affects separation efficiency.
Shaker Screens
Screens are the primary filtration medium. Different mesh sizes are selected based on drilling conditions and solids particle sizes.
Feeding System
The feed system ensures uniform distribution of drilling fluid across the screen surface.
Base Frame
The frame provides structural stability and supports the entire shaker assembly.
Types of Shale Shaker Motion
The motion pattern significantly influences shaker performance. Common motion types include:
Linear Motion Shale Shaker
Linear motion shakers use two counter-rotating motors to create straight-line vibration. They are widely used for their simplicity and strong solids conveyance capability.
Elliptical Motion Shale Shaker
Circular motion shakers generate a circular vibration pattern, providing gentle handling of drilling fluids and effective separation in certain applications.

Elliptical Motion Shale Shaker
Translational Elliptical Shale Shaker
The Translational Elliptical Shale Shaker combines the advantages of both linear and circular motion technologies. It generates an elliptical vibration trajectory that improves solids conveyance while increasing fluid retention time on the screen surface.

As a result, operators benefit from:
- Higher solids removal efficiency
- Reduced fluid loss
- Improved screen life
- Better adaptability to varying drilling conditions
- Enhanced processing capacity
These advantages make translational elliptical technology an increasingly preferred choice in challenging drilling environments.
Benefits of Using Advanced Mud Shale Shakers
Higher Separation Efficiency
Modern shale shakers utilize optimized vibration parameters and advanced screen technology to maximize solids removal performance.
Lower Operating Costs
Improved solids control reduces mud dilution requirements, minimizes chemical consumption, and lowers waste disposal expenses.
Increased Screen Life
Advanced motion designs distribute vibration forces more evenly, reducing screen wear and extending service intervals.
Better Return on Investment
Although high-performance shale shakers may require a larger initial investment, their long-term operational savings often provide excellent returns.
Factors to Consider When Choosing a Mud Shale Shaker
Selecting the right shale shaker is essential for maximizing drilling efficiency. Important considerations include:
Processing Capacity
The shaker should match the expected drilling fluid flow rate and solids loading.
Screen Area
Larger screen areas generally provide higher processing efficiency.
Vibration Type
Different drilling conditions may require linear, circular, or translational elliptical motion.
Screen Compatibility
The availability and cost of replacement screens should be considered during equipment selection.
Maintenance Requirements
Easy access for screen replacement and routine maintenance can significantly reduce downtime.
Future Trends in Shale Shaker Technology
The drilling industry continues to pursue greater efficiency, automation, and sustainability. Future developments in shale shaker technology are expected to include:
- Smart monitoring systems
- Real-time vibration analysis
- Automated screen management
- Energy-efficient motor designs
- Enhanced composite screen materials
- Integration with digital drilling platforms
These innovations will further improve solids control performance while reducing operational costs and environmental impact.
The mud shale shaker is one of the most important components in any drilling fluid solids control system. By effectively removing drilled solids at the earliest stage of fluid processing, shale shakers help maintain drilling fluid quality, protect equipment, improve drilling efficiency, and reduce operating expenses.Among the various shaker technologies available today, the Translational Elliptical Shale Shaker offers a highly effective balance of solids conveyance and fluid recovery, making it an excellent choice for modern drilling operations. As drilling projects become increasingly demanding, investing in advanced shale shaker technology can provide significant operational and economic benefits.
Application Range Of Mud Shale Shaker
The mud shale shaker is a critical component in modern drilling operations, responsible for removing large solids from drilling fluids. Understanding the mud shale shaker application scope is essential for drilling engineers and operators seeking to optimize drilling efficiency,protect equipment, and reduce operational costs.
The shale shaker works by vibrating screens that separate cuttings and debris from the drilling mud, allowing cleaned fluid to be recirculated back into the wellbore. This process is the first step in a multi-stage solids control system, followed by desanders, desilters, and centrifuges.
Applications of Mud Shale Shakers
1. Oil and Gas Drilling
Mud shale shakers are extensively used in oil and gas drilling rigs to remove rock cuttings and sand from drilling mud. By maintaining clean drilling fluid, shakers prevent clogging, reduce wear on pumps, and improve drilling efficiency.
2. Drilling Fluid Treatment
Shale shakers are applied in both water-based and oil-based mud systems. They effectively separate coarse solids, maintain mud properties, and ensure optimal viscosity and density for drilling operations.
3. Wellbore Cleaning and Safety
Proper solids removal reduces the risk of stuck pipes, blowouts, and other wellbore issues. Shale shakers play a crucial role in maintaining safe drilling environments by controlling cuttings efficiently.
4. Mining and Geothermal Applications
Beyond oilfield drilling, shale shakers are used in mining operations and geothermal well drilling to separate slurry solids, enhance fluid recovery, and optimize operational efficiency.
5. Environmental Protection
By efficiently separating solids from drilling fluids, mud shale shakers minimize the disposal of contaminated mud and reduce environmental impact. Cleaned mud can be recycled, conserving resources and lowering operational costs.
Advantages of Using Mud Shale Shakers
- High Solids Removal Efficiency: Rapid and effective separation of large cuttings.
- Improved Drilling Fluid Quality: Maintains mud density and viscosity.
- Equipment Protection: Reduces wear on pumps, centrifuges, and other solids control equipment.
- Versatility: Suitable for a wide range of drilling fluids, including water-based, oil-based, and synthetic muds.
- Cost Efficiency: Extends mud life, reduces waste, and lowers operational costs.
The mud shale shaker is an indispensable tool for drilling operations.Its applications extend from oil and gas drilling to geothermal and mining operations, ensuring efficient solids removal, improved drilling fluid quality, and safer shaft conditions. Understanding its applications helps operators maximize efficiency, reduce costs, and maintain optimal drilling performance.
Mud Shale Shaker Working Principle – Efficient Drilling Mud Separation
The mud shale shaker is a crucial component in the drilling fluid management system, commonly used in oil and gas drilling operations. Its primary role is to remove solid particles from drilling mud, ensuring smooth drilling operations and prolonging the life of drilling equipment. Understanding the mud shale shaker working principle is essential for engineers and operators aiming to maximize efficiency in the field.
The shale shaker operates based on a combination of vibration and screening. The drilling mud, which contains cuttings, sand, and other solid materials, is pumped onto a vibrating screen. The screen is designed with mesh sizes suitable for separating solids of different sizes. As the screen vibrates, the mud passes through, while the larger solid particles are thrown off the screen and collected for disposal.

d particles are thrown off the screen and collected for disposal.
The working principle of a mud shale shaker can be broken down into several key steps:
- Feeding: Drilling mud is pumped from the wellbore onto the shaker screen. Proper flow control is critical to ensure uniform distribution and prevent overloading.
- Vibrating Mechanism: Shale shakers typically employ elliptical or linear vibration mechanisms. The elliptical motion is preferred in many modern units because it provides a balanced and efficient separation process, reducing screen blinding and increasing throughput.
- Screening: The mesh on the screen separates particles based on size. Fine particles pass through the screen as clean mud, while larger cuttings move along the screen surface to the discharge end. Screen selection is crucial: a finer mesh ensures better mud cleaning, whereas a coarser mesh increases mud recovery and reduces clogging.
- Discharge: Separated solids are discharged into a collection trough or conveyor system. Efficient discharge ensures minimal re-contamination of the drilling mud.
- Adjustable Features: Modern mud shale shakers allow for adjustments in vibration intensity, deck angle, and screen type. This adaptability ensures optimal performance under varying drilling conditions and mud types.

The mud shale shaker working principle is not only about mechanical separation but also about maintaining drilling fluid properties. By efficiently removing solids, shale shakers help maintain the desired mud density and viscosity, which is essential for controlling well pressure, lubricating the drill bit, and preventing formation damage.
Shale shaker efficiency depends on several factors:
- Screen Area: Larger screens increase mud processing capacity.
- Vibration Type and Frequency: Proper vibration prevents clogging and improves solids transport.
- Mud Properties: High-viscosity muds may require specialized screens or shaker settings.
- Flow Rate: Excessive flow can overwhelm the screen, reducing separation efficiency.
Elliptical Shale Shakers are especially effective in complex drilling environments. Their motion mimics an oval pattern, which promotes better stratification of solids and reduces the likelihood of screen damage. Operators often prefer elliptical shakers for high-throughput wells and abrasive drilling conditions.
In conclusion, understanding the mud shale shaker working principle is essential for effective solids control in drilling operations. By optimizing vibration settings, screen selection, and feed distribution, drilling teams can enhance mud recovery, reduce equipment wear, and maintain consistent drilling performance. Investing in high-quality shale shakers, including elliptical models, ensures long-term operational efficiency and cost savings.

