


Category Archives: shale shaker
Essential Shale Shaker Parts for Reliable Solids Control Operations
Reliable shale shaker parts are the backbone of efficient solids control operations in drilling projects. As the first stage of solids removal, shale shakers depend on high-quality components to separate drill cuttings from drilling fluids, reduce wear on downstream equipment, and optimize mud recovery. Understanding the role of each shale shaker part helps operators achieve consistent drilling performance and minimize costly downtime.
Key Shale Shaker Parts

Shaker Screens
Shaker screens are the most vital parts of a shale shaker. Built with durable stainless steel mesh, they filter solids while allowing clean drilling fluid to pass through. Selecting the right mesh size ensures precise solids control and maximum fluid recovery.
Shaker Screen Tensioning Device
This device secures shaker screens tightly to the deck, preventing leaks and ensuring stable performance. A reliable tensioning system allows quick screen changes and reduces downtime during drilling operations.

Shale Shaker Spring
Springs absorb vibration and isolate motion, protecting the shaker structure from excessive stress. High-quality shale shaker springs improve operational stability, reduce noise, and extend equipment life.

Shaker Screen Support
The screen support provides a solid foundation for screens under heavy loads. Strong supports maintain even distribution of vibration, preventing premature screen wear and ensuring efficient solids separation.

Screen Wedge
Screen wedges lock screens in place for secure operation. They simplify installation and replacement, helping crews maintain efficiency while keeping the shaker running safely and reliably.
Why High-Quality Parts Matter
Investing in durable shale shaker parts minimizes failures, reduces maintenance costs, and ensures compliance with drilling standards. Quality components not only improve solids control but also protect expensive downstream equipment such as desanders, desilters, and centrifuges.
Conclusion
From shaker screens and tensioning devices to springs, supports, and screen wedges, each shale shaker part plays a critical role in solids control operations. Using reliable components ensures efficient fluid management, longer equipment lifespan, and lower overall drilling costs—making these parts indispensable for any oilfield or HDD project.
Contact Us:TR Solids Control
Sales office:No.10 West of North 2nd Ring Road Xi’an City, Shaanxi Province.
Manufacture: No.2 Goods yard road Xianyang City, Shaanxi Province.
Tel:+86-29-86332919
Call:+86-15339143604
WhatsApp:+86-15339143604
E-mail:Vivian@mudsolidscontrol.com
Web:https://www.trjxsb.com/h
Top Benefits of Using Linear Motion Shale Shakers in Oilfield Drilling
In the demanding environment of oilfield drilling, achieving peak efficiency and cost-effectiveness is paramount. A critical component in this pursuit is the choice of solids control equipment, where Linear Motion Shale Shakers have become the industry standard for modern operations. Unlike older balanced elliptical motion shakers, linear models provide a more controlled and efficient method for primary solids removal. This article explores the key advantages of utilizing Linear Motion Shale Shakers and why they are a smart investment for enhancing overall drilling performance and protecting your bottom line.
1. Superior Solids Control and Dryer Cuttings
The defining feature of Linear Motion Shale Shakers is their straight-line, forward-moving vibration. This motion aggressively conveys solids uphill while allowing drilling fluid to pass through the screens efficiently. The result is remarkably superior solids control, with cuttings being discharged much drier than those from elliptical motion shakers. Dryer cuttings mean less valuable drilling fluid is wasted, leading to direct cost savings and reduced environmental footprint.

2. Enhanced Drilling Fluid Cleaning
The primary job of any shaker is to clean the drilling fluid by removing drilled solids. The efficient, non-diluting action of linear motion ensures that the fluid returned to the active system is significantly cleaner. This high level of drilling fluid cleaning protects downstream equipment like desanders and desilters from being overloaded, improves drilling rates, and enhances overall wellbore stability.
3. Increased Screen Life and Reduced Maintenance
The linear motion is smoother and more balanced than the aggressive circular motion of older shakers. This balanced action puts less stress on the screen panels, dramatically increasing their operational life. Longer screen life directly translates to reduced maintenance cost, as screens need to be replaced less frequently. This not only saves money on parts but also minimizes costly downtime for screen changes, directly boosting oilfield drilling efficiency.
4. Excellent Performance with High-Viscosity Fluids
Linear Motion Shale Shakers excel when handling a wide range of drilling fluids, especially higher-viscosity muds that can quickly blind screens on elliptical motion units. The powerful, straight-line motion helps to break the gel strength of the fluid, ensuring it passes through the screens effectively without plugging. This versatility is crucial for challenging drilling applications.

5. Improved Reliability and Operational Simplicity
With fewer moving parts subjected to extreme stress compared to older designs, linear motion shakers are known for their mechanical reliability. Their robust construction and simpler mechanics lead to fewer breakdowns and lower long-term operating costs, contributing to a safer and more predictable operation on the rig floor.
Conclusion: A Linear Path to Efficiency
Upgrading to Linear Motion Shale Shakers is a clear strategic move for any drilling operation focused on optimization. The combination of superior solids control, enhanced fluid cleaning, longer screen life, and overall reliability makes them an indispensable tool for maximizing oilfield drilling efficiency. By ensuring cleaner fluid and reducing operational costs, these shakers provide a rapid return on investment and set a new standard for performance in the field.
Contact Us:TR Solids Control
Sales office:No.10 West of North 2nd Ring Road Xi’an City, Shaanxi Province.
Manufacture: No.2 Goods yard road Xianyang City, Shaanxi Province.
Tel:+86-29-86332919
Call:+86-15339143604
WhatsApp:+86-15339143604
E-mail:Vivian@mudsolidscontrol.com
Web:https://www.trjxsb.com/h
Maximizing Shaker Performance: A Guide to Screen Selection and Optimization

In the critical world of drilling fluids management, maximizing shaker performance is the non-negotiable first step to achieving efficient solids control. The heart of this process lies in effective shaker screen selection, a decision that directly impacts everything from drilling fluid cleanliness to operational cost. Choosing the wrong screen can lead to lost fluid, screen blinding, and excessive downtime, while the right choice ensures optimal separation, protects downstream equipment, and keeps your project on budget. This guide will walk you through the key factors to consider for shaker screen selection and how to optimize their operation for peak efficiency.
How to Select the Right Shaker Screen
The goal is to find a screen that removes the maximum amount of damaging solids without losing valuable drilling fluid.
Match the Micron Rating to Your Drilling Phase: Use a coarser screen (higher micron rating) during top-hole drilling where large solids are prevalent. Move to finer screens (lower micron rating) as you drill deeper to remove finer, abrasive solids.
Consider Your Drilling Fluid Properties: The viscosity and flow rate of your mud affect screen performance. Heavier, high-viscosity fluids may require a coarser screen or one with a larger non-blanking area to prevent plugging.

Optimizing Your Screen’s Performance
Selection is only half the battle. Proper operation is key to optimize shaker screens.
Check Tension Frequently: A loose screen will “deadhead” and lose efficiency, causing fluid to bypass the screening process. Re-tension screens regularly according to the manufacturer’s instructions.
Monitor for Blinding: If the screen appears coated with a layer of mud, it’s blinded. This is often caused by sticky clays or high fluid loss. Adjust fluid properties or consider a screen with an anti-blinding coating.
Manage Fluid Flow: Ensure the flow is evenly distributed across the entire width of the screen. A concentrated flow can quickly overload and damage one section, leading to premature failure.
Conclusion: Performance is a Choice
There is no single “best” shaker screen. The right choice is a deliberate balance between your specific drilling conditions, fluid properties, and performance goals. By mastering the principles of shaker screen selection and committing to regular maintenance and optimization, you can significantly maximize shaker performance. This proactive approach directly translates to reduced drilling costs, longer equipment life, and a smoother, more efficient operation from top hole to total depth.
Contact Us:TR Solids Control
Sales office:No.10 West of North 2nd Ring Road Xi’an City, Shaanxi Province.
Manufacture: No.2 Goods yard road Xianyang City, Shaanxi Province.
Tel:+86-29-86332919
Call:+86-15339143604
WhatsApp:+86-15339143604
E-mail:Vivian@mudsolidscontrol.com
Web:https://www.trjxsb.com/h
Linear vs. Balanced Elliptical Motion Shale Shakers: Choosing the Right Fit
When it comes to solids control in drilling operations, the choice between a linear motion shale shaker and a balanced elliptical motion shale shaker can significantly impact efficiency, mud quality, and overall project costs. Both shaker types are essential for separating drilling cuttings from drilling fluids, but their design and performance vary depending on the application.

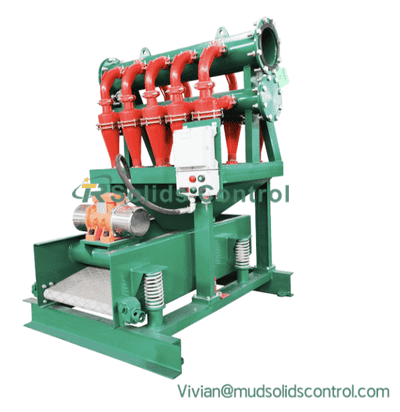
Linear Motion Shale Shakers
Linear motion shale shakers are ideal for high-volume drilling projects. They deliver strong vibration and high G-force, making them effective for fast solids separation and heavy cuttings loads. Commonly used in oil & gas drilling, HDD, and large construction projects, they ensure maximum fluid recovery and lower mud costs.This aggressive motion delivers:
High capacity processing – ideal for oil & gas wells with heavy drilling volumes.
Efficient solids removal – maintains drilling fluid properties.
Durability under harsh conditions – performs well in demanding environments.
These shakers are the go-to solution for deep wells, large-scale oilfields, and projects where maximum solids control efficiency is required.

Balanced Elliptical Motion Shale Shakers
Balanced elliptical motion shale shakers use a gentler elliptical vibration pattern. This design reduces screen wear, minimizes fluid loss, and is particularly suitable for drilling conditions that require finer solids separation or extended screen life. They are often preferred in environmentally sensitive projects where efficient cuttings handling is essential. Benefits include:
Lower G-force impact – reduces wear on screens and equipment.
Better mud recovery – minimizes fluid loss, saving costs.
Ideal for fine solids – works well in low-volume drilling or environmentally sensitive sites.
These shakers are often chosen for projects where fluid conservation is a priority or where drilling conditions are less aggressive.
Choosing the Right Fit
The decision between linear vs. balanced elliptical motion shale shakers depends on project requirements. If your drilling operation demands high-volume solids control, linear motion shakers are the best choice. For operations focused on mud recovery and cost savings, balanced elliptical shakers may be more effective.
Both shale shaker designs play a vital role in modern drilling. By understanding the differences between linear and balanced elliptical motion shale shakers, drilling contractors can choose the right fit to optimize performance, reduce waste, and improve overall efficiency.
Contact Us:TR Solids Control
Sales office:No.10 West of North 2nd Ring Road Xi’an City, Shaanxi Province.
Manufacture: No.2 Goods yard road Xianyang City, Shaanxi Province.
Tel:+86-29-86332919
Call:+86-15339143604
WhatsApp:+86-15339143604
E-mail:Vivian@mudsolidscontrol.com
Web:https://www.trjxsb.com/
The Shale Shaker’s Role in Modern Drilling

The shale shaker is the first line of defense in modern drilling solids control systems, and its role in modern drilling has never been more important. By efficiently separating drill cuttings from drilling fluids, shale shakers help reduce operational costs, extend the life of drilling mud, and improve overall wellbore stability. Today, shale shakers are widely used across oil & gas, HDD (Horizontal Directional Drilling), mining, and tunneling projects.
Why Shale Shakers Matter in Drilling Operations
Efficient solids removal: Removes cuttings before they damage pumps or clog equipment.
Improved drilling fluid quality: Maintains mud properties for smoother drilling.
Cost savings: Reduces mud loss and extends equipment lifespan.
Environmental compliance: Minimizes waste and supports safer fluid disposal.
Modern Features of Shale Shakers
Advanced shale shakers are now built with high-G force vibration, adjustable deck angles, and durable shaker screens that ensure consistent performance even in harsh drilling conditions. These innovations allow drilling contractors to handle higher volumes while maintaining precision fluid control.

Conclusion
The shale shaker’s role in modern drilling goes beyond simple cuttings removal—it is a critical component that ensures efficient solids control, drilling fluid management, and operational safety. Investing in high-performance shale shakers is key for drilling companies aiming to maximize productivity and reduce environmental impact.
Contact Us:TR Solids Control
Sales office:No.10 West of North 2nd Ring Road Xi’an City, Shaanxi Province.
Manufacture: No.2 Goods yard road Xianyang City, Shaanxi Province.
Tel:+86-29-86332919
Call:+86-15339143604
WhatsApp:+86-15339143604
E-mail:Vivian@mudsolidscontrol.com
Web:https://www.trjxsb.com/
Drilling Efficiency: Unlock Value with Mud Cleaner for Optimized Drilling Waste Control
Discover how a Mud Cleaner for Optimized Drilling Waste Control boosts drilling efficiency, cuts operational costs, and maximizes value for rigs seeking smoother, more profitable operations.

In the competitive landscape of drilling projects, where every minute of downtime and every dollar spent on waste eats into profits, a Mud Cleaner for Optimized Drilling Waste Control is the key to unlocking hidden value and supercharging efficiency. Drilling mud, the lifeblood of rig operations, quickly accumulates solids that reduce its effectiveness, damage equipment, and drive up costs—but a purpose-built mud cleaner addresses these issues head-on, turning waste management into a driver of productivity.
Unlike basic separation tools that only target large cuttings, a high-performance mud cleaner uses a combination of shale shakers, hydrocyclones, and fine screens to filter solids as small as 20 microns. This precise cleaning means more usable mud is recycled instead of discarded, slashing the need to buy new fluid (a major expense for rigs) and cutting waste disposal costs by up to 40%. For example, a mid-sized rig using a mud cleaner can save thousands monthly on mud replacements alone.
It also keeps equipment running at peak performance. Contaminated mud causes excessive wear on drill bits, pumps, and pipelines, leading to unplanned downtime for repairs. By removing fine solids early, the mud cleaner reduces equipment maintenance by 25% or more, keeping drilling schedules on track and avoiding costly delays.

Additionally, it simplifies compliance with strict environmental regulations. Drilling waste containing unfiltered solids risks soil and water contamination, which can result in heavy fines. A Mud Cleaner for Optimized Drilling Waste Control traps harmful particles, ensuring rigs meet regulatory standards while protecting their reputation as responsible operators.
For rigs aiming to do more with less, this equipment isn’t just a tool—it’s an investment that turns waste management into a source of efficiency and value. With a mud cleaner, drilling operations become smoother, more cost-effective, and better positioned to thrive in tight markets.
Contact Us:TR Solids Control
Sales office:No.10 West of North 2nd Ring Road Xi’an City, Shaanxi Province.
Manufacture: No.2 Goods yard road Xianyang City, Shaanxi Province.
Tel:+86-29-86332919
Call:+86-15339143604
WhatsApp:+86-15339143604
E-mail:Vivian@mudsolidscontrol.com
Web:https://www.trjxsb.com/
Why Choose a Desander for Efficient Drilling Waste Management? Key Benefits for Rigs

Desander
Find out why a Desander for Efficient Drilling Waste Management is a must-have for rigs—lower operational costs, maintain environmental compliance, and boost workflow efficiency with this essential tool.
In the fast-paced, high-pressure world of rig operations, where waste mismanagement can lead to costly delays and fines, a Desander for Efficient Drilling Waste Management stands out as a critical solution for handling drilling waste. Drilling processes generate large volumes of sand-laden mud; without proper treatment, this waste clogs equipment, wastes valuable mud, and risks regulatory penalties—but a desander solves these issues by efficiently removing sand and coarse solids from drilling fluid.
First, it cuts costs by preserving drilling mud. Drilling mud is a major operational expense, and a desander filters out sand particles (typically 40-100 microns) that damage equipment or render mud unusable. By cleaning and recycling mud, rigs avoid the cost of purchasing new batches and reduce waste disposal fees.

Desander
Second, it ensures environmental compliance. Regulators strictly limit the release of drilling waste containing sand and contaminants, as these can harm soil and water. A desander traps coarse solids, ensuring only treated fluid is reused or discharged, helping rigs avoid heavy fines and protect their environmental reputation.
Finally, it boosts operational efficiency. Sand buildup in pumps, pipelines, and drill bits causes frequent downtime for maintenance. A desander prevents this by removing sand early in the waste management process, keeping equipment running smoothly and letting teams focus on core drilling tasks instead of repairs.
For rigs prioritizing cost savings, compliance, and productivity, a Desander for Efficient Drilling Waste Management is an indispensable investment that delivers long-term value.
Contact Us:TR Solids Control
Sales office:No.10 West of North 2nd Ring Road Xi’an City, Shaanxi Province.
Manufacture: No.2 Goods yard road Xianyang City, Shaanxi Province.
Tel:+86-29-86332919
Call:+86-15339143604
WhatsApp:+86-15339143604
E-mail:Vivian@mudsolidscontrol.com
Web:https://www.trjxsb.com/
Mud Desilter: How It Removes Fine Solids to Optimize Drilling Fluid

Efficient drilling operations rely heavily on maintaining optimal drilling fluid properties. A mud desilter plays a vital role in this process by removing fine solids from the drilling mud, helping to optimize drilling fluid performance. Without effective fine solids control, drilling fluid can become contaminated, leading to reduced efficiency, higher costs, and potential equipment damage. This article explores how a mud desilter works and its importance in ensuring smooth and productive drilling activities.
The Role of a Mud Desilter in Drilling
The primary function of a mud desilter is to separate fine abrasive particles, such as silt and sand, from the drilling fluid. Using hydrocyclone technology, the desilter forces the fluid to spin at high speeds, creating centrifugal action. This action pushes the heavier fine solids to the walls of the hydrocyclone, where they descend and are discharged through the bottom. The cleaned drilling fluid then exits through the top, ready for reuse.
By efficiently removing these fine particles, the mud desilter helps optimize drilling fluid properties, including viscosity, density, and filtration control. This ensures the fluid can effectively carry cuttings to the surface, cool and lubricate the drill bit, and maintain wellbore stability.
Benefits of Using a Mud Desilter
Enhanced Drilling Efficiency: Clean drilling fluid reduces wear on drilling equipment, minimizes downtime, and improves the overall rate of penetration.
Cost Savings: By extending the life of drilling fluid and reducing the need for chemical additives, a desilter lowers operational costs.
Environmental Responsibility: Proper solids control reduces waste volume and supports more sustainable drilling practices.
Conclusion
The mud desilter is an indispensable component of modern drilling operations. Its ability to remove fine solids and optimize drilling fluid ensures higher efficiency, reduced costs, and improved safety. Investing in a reliable desilter system is key to achieving successful and sustainable drilling outcomes.
Contact Us:TR Solids Control
Sales office:No.10 West of North 2nd Ring Road Xi’an City, Shaanxi Province.
Manufacture: No.2 Goods yard road Xianyang City, Shaanxi Province.
Tel:+86-29-86332919
Call:+86-15339143604
WhatsApp:+86-15339143604
E-mail:Vivian@mudsolidscontrol.com
Web:https://www.trjxsb.com/
Features and Applications of Single-Deck Shale Shaker
Single-Deck Shale Shaker: Uses and Characteristics
1. Primary Uses
A single-deck shale shaker is a critical component in drilling fluid solids control systems, primarily used for:
- Separation of Drill Cuttings: Efficiently removes solid particles (e.g., rock fragments, sand) from drilling mud (slurry) to maintain fluid properties.
- Mud Recycling: Ensures clean mud is circulated back into the wellbore, reducing costs and environmental impact.
- Industry Applications:
- Oil & Gas Drilling: Core equipment in rigs for maintaining borehole stability.
- Trenchless HDD (Horizontal Directional Drilling): Used in pipeline installation to manage drilling fluids.
- Water Well Drilling & Diamond Core Drilling: Optimizes fluid performance in compact systems with low flow rates.

2. Key Characteristics
- Single-Deck Design:
- Simpler structure compared to multi-deck shakers, making it compact and space-efficient.
- Ideal for low-flow-rate operations where high screening capacity is unnecessary.
- High-Performance Screening:
- Equipped with fine-mesh screens (e.g., 750×900 mm or 585×1165 mm) to capture particles as small as 74–105 microns.
- Screen area ranges from 1.35 m² to 2.73 m², balancing efficiency and footprint.
- Robust Vibration System:
- Utilizes linear motion (via dual motors) or elliptical vibration for enhanced solids separation.
- Adjustable G-force (≤7.5G) and vibration amplitude (4.14–5.96 mm) to optimize performance for different mud types.
- Durable Construction:
- Heat-treated shaker deck to withstand high G-forces and reduce stress fractures.
- Corrosion-resistant materials (e.g., stainless steel) for longevity in harsh environments.
- User-Friendly Features:
- Adjustable deck angle (-1° to +5°) for precise control over mud flow and retention time.
- Weir feeder or top-box feeder options for consistent mud distribution.
- Quick-release screen clamps for easy maintenance and screen replacement.
3. Advantages Over Multi-Deck Shakers
- Lower Cost: Simpler design reduces initial investment and operational complexity.
- Easier Maintenance: Fewer screens and components simplify cleaning and repairs.
- Portability: Lightweight (929–2,428 kg) and compact dimensions (e.g., 1,816×1,657×1,083 mm) suit mobile drilling rigs.
4. Typical Specifications (Example Models)
| Parameter | Single-Deck Shaker Model |
|---|---|
| Capacity | 45–140 m³/h (200–616 GPM) |
| Motor Power | 2×1.0 kW to 2×1.94 kW |
| Screen Quantity | 2–4 screens |
| Weight | 929–2,428 kg |
| Dimensions (L×W×H) | 1,816×1,657×1,083 mm to 2,970×1,995×1,669 mm |
5. Applications in Specific Industries
- Oil & Gas: Used in onshore/offshore rigs for high-pressure drilling.
- Geothermal Drilling: Manages abrasive cuttings in hot, corrosive environments.
- Mining Exploration: Separates valuable minerals from drilling mud in core sampling.
Conclusion
The single-deck shale shaker is a cost-effective, space-efficient solution for solids control in drilling operations. Its simplified design, adjustable vibration parameters, and durable construction make it ideal for low-to-medium flow-rate applications. While multi-deck shakers offer higher capacity, single-deck models excel in portability, ease of use, and maintenance, making them a preferred choice for compact drilling systems.
10 Different Types of Shale Shakers Used in Drilling Rigs

In today’s oil drilling operations, the shale shaker is the first and most critical part of the 5-stage drilling fluid purification. Its main job is to quickly and effectively remove drill cuttings from the returning mud. This helps protect downstream equipment, improves fluid recycling, and lowers drilling costs. But here’s the catch—there are many types of shale shakers out there. Each one performs differently in terms of capacity, clog resistance, and maintenance. A poor choice can easily drag down your whole system’s efficiency.
It starts with the basic working principle of a shale shaker, then breaks down 10 common types based on screen structure, vibration mode, frequency control, and smart features. Whether you’re handling high-flow mud, HPHT wells, or aiming for dry discharge, this guide will help you choose the right shaker for your operation.
Basic Structure & Working Principle of a Shale Shaker
A typical unit consists of three primary components: the base (hopper), the screen basket, and the vibrator motor unit. Drilling fluid enters the system through the mud inlet line and is directed into the inlet tank, where it is evenly distributed onto the shaker screens mounted within the screen basket.

10 Different Types of Shale Shakers
- Single-Deck Shale Shaker
- Double-Deck Shale Shaker
- Triple-Deck Shale Shaker
- Linear Motion Shale Shaker
- Elliptical Motion Shale Shaker
- Balanced Elliptical Motion Shale Shaker
- Dual-Motion Shale Shaker
- Fixed Frequency Shaker
- High-Frequency Shaker
- Variable Frequency Shaker (VFD-Controlled Shaker)

